جوشکاری زیر آب
دسامبر 11, 2019
فولادهای قابل عملیات حرارتی ساده ی کربنی
دسامبر 15, 2019
جوشکاری میگ مگ
فرآیند جوشكاری میگ مگ جایگزین جوشكاری با الكترود دستی شده است. با یك نگاه به فرآیندهای جوشكاری معمول، نظیر جوشكاری با قوس الكتریكی دستی، جوشكاری زیر پودری و جوشكاری میگ مگ، براحتی میتوان دریافت که استفاده از جوشكاری قوسی با گاز محافظ میگ مگ در سراسر دنیا بوجود آمده است. جوشكاری میگ مگ بیشترین كاربرد را در اروپای غربی، ژاپن و ایالات متحده آمریكا دارد.
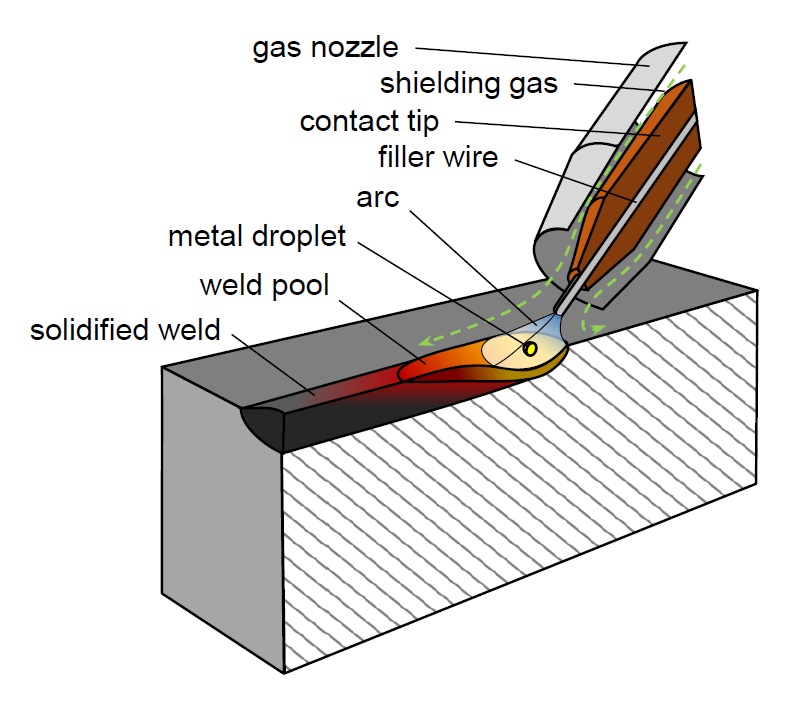
در این فرآیند، حرارت لازم برای ذوب فلز پایه و الكترود، از طریق تشكیل قوس الكتریكی بین آنها تأمین میشود. الكترود در این فرآیند سیمی است كه بصورت دائم و با یك سرعت معین به حوضچه جوش تغذیه و به عنوان فلز پر كننده مصرف میشود. قوس الكتریكی حوضچه جوش و مناطق حرارت دیده اطراف، توسط یك گاز محافظ یا مخلوطی از گازها كه از سر مشعل خارج شده، محافظت میشوند. گاز محافظ باید به طور كامل فلز جوش را محافظت نماید. ورود هوا میتواند باعث آلودگی فلز جوش شود.
مزیت جوشکاری میگ مگ
مزیت اصلی جوشکاری میگ مگ نسبت به جوش كاری قوس الكتریكی دستی، سرعت بیشتر و نرخ رسوب بالاتر بوده كه اساساً مربوط به پارامترهای زیر است.
- تغذیه سیم بطور مداوم است. بطوری كه نیاز به وقف جوشكاری جهت تعویض الكترود نیست. در صورتی كه جوشكاری با الكترود دستی نیاز به توقف برای تعویض الكترود است.
- در این فرآیند نیاز به برطرف كردن سرباره از سطح جوش نیست بجز FCAW. زیرا سربارهای وجود ندارد. در صورتی كه در جوشكاری با الكترود دستی، سرباره بایستی از سطح جوش برطرف شود.
- استفاده از سیم جوش با قطر كمتر نسبت به الكترود جوشكاری دستی در این فرآیند به شدت جریان بیشتری نیاز است. در نتیجه نرخ رسوب جوش بیشتری انجام میگیرد.
- در این روش هیدروژن كمتری جذب فلز جوش میشود كه برای فولادهای حساس به ترک هیدروژنی امری مهم است.
- امكان جوشكاری ورقهای كمتر از ۲ میلیمتر وجود دارد.
- این فرآیند قابل اتومات شدن است.
- آموزش جوشكاری در این فرآیند نیاز به زمان كمتری دارد.
معایب جوشکاری میگ مگ
- تجهیزات جوشكاری این فرآیند پیچیدهتر بوده، قیمت بالاتری داشته و كمتر قابل حمل و نقل است.
- در این فرآیند مشعل بایستی همواره به سطح قطعه كار نزدیك باشد. بنابراین جوشكاری محلهایی كه دسترسی به آن مشكل است، قابلیت جوشکاری میگ مگ را نسبت به روش الكترود دستی كمتر مینماید.
- در این فرآیند احتمال ترک در جوشكاری فولادی وجود دارد چون سربارهای وجود ندارد تا سرعت سرد شدن را كاهش دهد.
- در جوشکاری میگ مگ نیاز به حفاظت قوس در مقابل جریان باد است. زیرا وزش باد باعث پراكنده شدن گاز محافظ از سطح حوضچه جوش شده و در نتیجه منجر به آلودگی فلز جوش میشود.
نحوهی اجرای كار جوشکاری میگ مگ
در تمام فرآیندهای جوشکاری میگ مگ، سیم جوش بطور اتوماتیك از میان مشعل با سرعت از پیش تنظیم شدهای، خارج میشود. به همین خاطر این فرآیند نمیتواند به عنوان فرآیند دستی باشد و بیشتر صورت نیمه اتومات و اتوماتیك (با ماشین یا ربات) مورد استفاده قرار میگیرد. در جوشكاری نیمه اتوماتیك، تجهیزات دستگاه فقط سرعت سیم جوش را كنترل نموده و مشعل توسط جوش كار هدایت میشود. شروع و توقف سیم جوش، گاز محافظ، جریان الكتریكی توسط جوش كار كنترل میشود. در جوشكاری ماشینی، تجهیزات كاملاً مكانیزه هستند. جوشكار فقط كنترل ظاهری جوش را بر عهده دارد. در جوشكاری اتوماتیك تجهیزات و دستگاه كاملاً مكانیزه بوده و بطور اتوماتیك كنترل میشود. بطوری كه جوشكار هیچ نقشی در انجام كار ندارد.
در شکل 1 فرایند شماتیک شرح داده شده است.
فلزات مورد جوشكاری
جوشکاری میگ مگ MIG اولین بار برای جوشكاری آلیاژهای آلومینیوم و منیزیم و فولاد زنگ نزن بكار گرفته شد. این فرآیند میتواند اكثر فلزات و آلیاژها را جوشكاری نماید. از نظر اقتصادی نیز مقرون به صرفه است. طبیعت این فرآیند حكم میكند كه اكثر فلزات و آلیاژها را با آن جوشكاری نمود. به هر حال مناسبت این فرآیند برای بعضی از فلزات بیشتر است و بندرت اتفاق میافتد كه نتوان فلزی را با آن جوشكاری نمود. با این روش میتوان انواع فولادهای كربنی، فولاد كم آلیاژ فولاد زنگ نزن، آلیاژهای مقاوم به حرارت، آلومینیوم و آلیاژهای آن (سری ۳۰۰۰ و ۵۰۰۰ و ۶۰۰۰) مس و آلیاژهای آن و آلیاژهای منیزم را به آسانی جوشكاری نمود.
فلزاتی كه با روش میگ قابلیت جوشكاری داشته ولی نیاز به روش و شرایط خاصی دارند عبارتند از فولادهای استحكام بالا، آلیاژهای آلومینیوم سری ۲۰۰۰ و ۷۰۰۰، آلیاژهای مس كه درصد زیادی فلز روی دارند مثل برنز منگنزدار، چدن، فولاد منگنزدار آستنیتی، تیتانیم و آلیاژهای آن و فلزات دیر گذار هستند. جوشكاری این فلزات به روش میگ ممكن است نیاز به پیش گرمایی، عملیات حرارتی بعد از جوشكاری، استفاده از سیم جوش مخصوص و استفاده از گاز محافظ در محدوده وسیعی از اطراف جوش مورد احتیاج باشد. فلزاتی كه نقطه ذوب كمی دارند مثل سرب و قلع نمیتوانند به روش میگ جوشكاری شوند. برای جوشكاری فلزات روكش شده با روی، كادمیم، قلع، سرب بایستی در اطراف اتصال روكش فلزی كاملاً برداشته شود و پس از جوشكاری در صورت نیاز مجدداً روكش كاری شود.
ضخامت فلزات مورد جوشكاری
جوشکاری میگ مگ میتواند به طور موفقیت آمیزی برای ضخامتهای مختلف مورد استفاده قرار گیرد. ورقهایی به ضخامت ۰/۵ میلیمتر میتواند با روش میگ مگ جوشكاری شود. اگر چه حداكثر ضخامت برای جوشکاری میگ مگ مشخص نیست، ولی برای جوشكاری قطعات ضخیمتر از ۱۲ میلیمتر میتوان از سایر فرآیندهای جوشكاری نظیر زیر پودری و جوش كاری فلاكس كورد استفاده نمود.
انواع انتقال مذاب در جوشکاری میگ مگ
معمولاً انتقال مذاب بصورت قطرهای انجام میشود. نحوه شكل گیری قطرات، اندازه و روش انتقال مذاب توسط نیروهای مختلف فیزیكی و الكترومغناطیسی مشخص میشود.
چهار حالت انتقال مذاب
- انتقال مذاب بصورت اتصال كوتاه (circuit Short)
- انتقال گلوله (Globular transfer)
- انتقال اسپری (Spray Transfer)
- انتقال اسپریپالسی (Pulsed spray transfer)
تأثیر ویسكوزیته و كشش سطحی
كاهش ویسكوزیته یا افزایش درجه حرارت موجب كاهش ویسكوزیته شده و قطرات كوچكتری شكل میگیرد. افزایش میزان اكسیژن در محیط قوس، موجب كاهش ویسكوزیته میشود. در جوشكاری با الكترود دستی، الكترودهای روتیلی و اسیدی حاوی مقدار زیادی تركیبات اكسیژندار، دارای انتقال مذاب به صورت قطرات ریزی هستند.
تأثیر گازهای منبسط شده
در درجه حرارتهای بالا، قطره مذابی كه در محیط قوس بوجود آمده است، توانایی بیشتری برای جذب گازها دارد. این پدیده منجر به افزایش حجم، قطره مذاب تشكیل شده میشود. انبساط گاز CO2 مهمترین عامل تشكیل قطرات درشت در جوشکاری میگ مگ است.
اثر پدیده Pinch effect
در اثر عبور جریان الكتریسته در هر هادی، یك میدان مغناطیسی بصورت دوایر متحدالمركز در اطراف هادی بوجود میآید. این میدان مغناطیسی بر روی سطح مقطع هادی فشار وارد نموده و موجب تشكیل قطره كوچك میشود. در نتیجه نوك سیم، به صورت تیز میشود. در اثر تداوم این اثر، قطرات ریز به صورت اسپری شكل گرفته و به حوضچه جوش منتقل میشود.
انتقال اتصال كوتاه
انتقال مذاب به روش اتصال كوتاه برای جوشكاری ورقهای نازل كاربرد فراوان دارد. علت این امر حرارت ورودی كم به قطعه كار در اثر استفاده از ولتاژ و آمپر پایین در این روش است. با این روش انتقال مذاب میتوان در همه حالات جوشكاری نمود. در جوشكاری قطعات ضخیم با انتقال اتصال كوتاه، امكان عدم ذوب دیوارههای اتصال وجود دارد. در این روش به محض برقراری قوس الكتریكی، سیم ذوب شده و تشكیل قطرهای كوچك را میدهد. در ادامه قطره كمی بزرگتر شده و همراه با حركت سیم جوش، این قطره با سطح حوضچه جوش برخورد مینماید و برای یک لحظه قطع میشود تا قطره از نوك سیم جدا شده و جذب حوضچه جوش شود. مجدداً قوس برقرار شده و این عمل تكرار میشود.
انتقال گلولهای
انتقال گلولهای با شدت جریان كمتر و ولتاژ بیشتر صورت میگیرد و با تشكیل یك قطره نسبتاً بزرگ مذاب در نوك سیم مشخص میشود. این قطره در اثر نیروی جاذبه زمین به داخل حوضچه جوش سقوط مینماید. این نوع اتصال در صورت جوشكاری در حالتهای غیر از تخت، باعث ریزش مذاب به سمت پایین میشود. شكل پروفیل جوش در این حالت نامنظم بوده و از نفوذ كمی برخوردار است. محدوده آن بین اتصال كوتاه و انتقال اسپری است.
انتقال گلولهای با گاز محافظ CO2 باعث سوختن اكثر عناصر آلیاژی سیم جوش شده و استحكام جوش كم میشود. با استفاده از این روش در حالت تخت میتوان به پروفیل جوشی با ارتفاع كم دست یافت.
انتقال اسپری
در این روش، قطرات مذاب تشكیل شده در انتهای سیم جوش، به صورت فلزات بسیار ریز بدون اتصال كوتاه به سمت حوضچه جوش در حركت هستند. اندازه قطرات در این حالت بسیار كمتر از قطر سیم بوده و قوس اسپری در ولتاژهای بالا قابل انجام است. این نوع انتقال با گاز محافظ CO2 و هلیم قابل انجام نیست. در این حالت حرارت بسیار زیادی تولید میشود. نرخ رسوب جوش بسیار بالا بوده و برای قطعات ضخیم كاربرد دارد و باعث ذوب مناسب دیواره اتصال میشود.
این نوع اتصال در ولتاژ بین ۴۰-۳۲ ولت و جریان بالای ۲۵۰ آمپر قابل دسترسی است. تعداد قطرات در ثانیه بین ۱۰۰ تا ۳۰۰ قطره است. این روش بخاطر ایجاد حوضچه بزرگ در جوشكاری فولادها محدود به حالت تخت بوده و در جوشكاری آلومینیوم بخاطر انتقال حرارت زیاد میتواند در حالتهای دیگر نیز بكار برد. بخاطر آمپر بالای مصرفی دستگاه باید دارای سیكل كاری مناسب بوده و مشعل نیز باید از نوع آب خنک باشد، تا حرارت مشعل را سریعاً جذب نماید. بخاطر ایجاد حوضچه بزرگ مقدار گاز محافظ خروجی نیز باید بالاتر تنظیم شود.
انتقال اسپری پالسی
انتقال اسپری پالسی، یک نوع قوس اسپری بوده كه در فواصل زمانی معین و منظمی آمپر در دو محدوده كم و زیاد نوسان میكند. وقتی آمپر در سطح پایین یا بالا قرار میگیرد (ضربه) باعث جدا شدن قطره مذاب از نوك سیم میشود. وقتی جریان در سطح پایین است هیچ اتصال مذابی صورت نمیگیرد و وقتی در حالت ضربه قرار میگیرد باعث انتقال یك قطره مذاب از نوك سیم میشود. وقتی در حالت ضربه قرار میگیرد باعث انتقال یك قطره مذاب از نوك سیم میشود. مزیت اسپری پالسی نسبت به انتقال اسپری این است كه میتوان از آن برای جوشكاری ورقهای نازک بدون مشكلی، استفاده نمود. همچنین از این روش میتوان در حالتهای غیر از تخت نیز جوشكاری نمود. در انتقال اسپری پالسی پاشش جرقهای به اطراف وجود ندارد و میتوان از سیمهای قطورتر كه قیمت پایینتری دارند، نیز استفاده نمود.