- از ما سوالی دارید؟
- 051-91012054
- پشتیبانی
- info@metsofts.ir
آماده سازی نمونه های متالوگرافی قطعات سختی سطحی به روش نیتروراسیون و نیتروکربوراسیون
آماده سازی نمونه های متالوگرافی قطعات سختی سطحی به روش نیتروراسیون و نیتروکربوراسیون

نیتروراسیون فرایندی حرارتی – شیمیایی است که از طریق غنی سازی سطح یک فلز آهنی از نیتروژن، مقاومت به سایش قطعات را افزایش می دهد. در نیتروکربوراسیون تنها از نیتروژن استفاده نمی شود بلکه مقادیر کمی از کربن نیز در فرایند مورد استفاده قرار می گیرد. نتیجه فرایند یک لایه نیتروره (سفیدرنگ) و ناحیه نفوذی درست در زیر این لایه می باشد.
فرایند نیتروراسیون و نیتروکربوراسیون با استفاده از گاز یا حمام نمکی، در اوائل قرن بیستم در آلمان و امریکا توسعه یافته است.
فرایند نیتروراسیون یونی یا پلاسما از ابتدای سال ۱۹۳۰ مورد استفاده قرار گرفته، اما تا سال ۱۹۷۰ به طور تجاری کاربرد نداشته است. هر یک از سه روش نیتروراسیون مزایایی داشته و انتخاب روش مناسب بستگی به کاربرد قطعه موردنظر دارد.
نیتروراسیون ، یک لایه سخت و مقاوم به سایش در فولادهای ساده کربنی و چدن ها بوجود می-آورد. به علاوه، این فرایند به طور قابل ملاحظه ای استحکام خستگی را از طریق اکسیداسیون سطح نیتروره بهبود داده و مقاومت به خوردگی ایجاد می کند.
مزیت اصلی فرایند نیتروراسیون و نیتروکربوراسیون نسبت به سایر روش های سختی سطحی، دمای پایین فرایند ( ۵۰۰-۶۰۰ درجه) به طور دقیق ۵۸۰ درجه است. قطعات می توانند به طور کامل تحت فرایند نیتروراسیون در شرایط سختی و تمپر کامل قرار گیرند بدون اینکه به طور معکوس مغز آن تحت تأثیر قرار گیرد. یکی دیگر از مزایای فرایند سختی سطحی در دمای پایین، کاهش خطر بروز اعوجاج و تاب برداشتن در قطعه می باشد.
نهایتاً قطعات از طریق ماشینکاری در ابعاد نهایی تنظیم شده و به عملیات هزینه بری برای بهبود کیفیت سطح نهایی قطعه مانند، سنگ زنی یا صاف کاری بعد از نیتروراسیون نیازی نمی باشد.
فرایند نیتروراسیون و نیتروکربوراسیون در اصل در مورد قطعات آهنی مانند سوپاپ ها، میل-بادامک و شاتون در مهندسی مکانیک و صنایع خودروسازی به کار می رود سایر کاربردهای آن عبارتند از: ابزارهای برشی یا قالب های ریخته گری و شکل دهی بسیار بزرگ. قطعات چدنی، مانند پمپ ها یا جعبه گیربکس نیز می توانند نیتروره شوند.
متالوگرافی قطعات سختی سطحی شده به روش نیتروراسیون یا کربونیتروراسیون اساساً به منظور کنترل فرایند نیتروره و تخمین لایه نیتروره بکار می رود. لایه سفید، ناحیه نفوذکرده و ناحیه متخلخل مورد بررسی و ارزیابی قرار می گیرند. به علاوه، آنالیز شکست نمونه های معیوب و شکسته شده نیز انجام می گیرد تا مشخص شود که چه عاملی باعث بروز شکست بوده است: نوع ماده، خرابی سطح یا فرایند نیتروراسیون.
مشکلات عمده موجود در آماده سازی نمونه های متالوگرافی :
مشکل عمده در آماده سازی نمونه های متالوگرافی قطعات نیتروره شده، ترک یا بریدگی ناحیه متخلخل و ناحیه مرکب می باشد. این آسیب عموماً در اولین مرحله سنباده زنی ایجاد می شود. مانت نامناسب و پولیش طولانی با نمد نرم باعث گردشدن لبه ها می شود. به طوریکه اگر ضخامت لایه پوششی در بزرگنمایی ۱۰۰۰X مورد محاسبه قرار گیرد، گردشدن لبه های پوشش باعث تخمین نادرست ضخامت اندازه گیری شده می شود.


پیشنهادات جهت چگونگی آماده سازی نمونه های متالوگرافی:
برای جلوگیری از بروز آسیب در لایه نیتروره شده، پیشنهاد می شود که عمل مقطع زنی با دقت و به وسیله دستگاه برش و خنک کردن با آب انجام گیرد تا نمونه مناسب متالوگرافی آماده شود. به دلیل سختی بالای لایه نیتروره استفاده از تیغه برشی اکسید آلومینیوم که سختی بالایی دارد پیشنهاد می گردد.
مانت کردن:
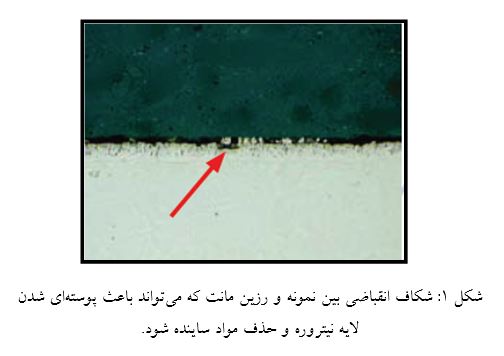
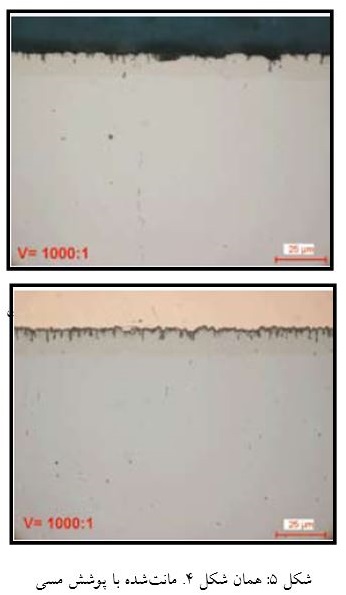
برای جلوگیری از انقباض، مانت گرم فشاری به رزین تقویت شده با فیبر پیشنهاد می شود. به-علاوه پوشانیدن سطح مقطع برش خورده با لایه نازکی از مس به ضخامت ۰٫۰۵ میلیمتر قبل از مانت کردن، به نگهداری مناسب لبه ها کمک خواهد کرد.
همچنین رنگ مس باعث افزایش وضوح پوشش در مقابل رزین مانت می شود که خصوصاً هنگام کار کردن با قطعات اکسیدشده بسیار مفید خواهد بود.
سنباده زنی و پولیش:
سنباده زنی صاف با کاغذ سنباده سیلیکاتی از شماره ۱۸۰# یا ۲۰۰# آغاز می شود. جهت حصول اطمینان از محافظت از لبه ها، سنباده زنی در خمیر الماسه و سنباده بسیار ریز مناسب است و این عمل با پولیش بر روی نمد الماسی کامل می شود و نیاز به یک پولیش نهایی با خمیر الماسی ۱ میکرونی یا سیلیکاتی وجود دارد. روش ذکرشده نتایج تکرارپذیری را برای فولادهای نیتروره شده ارائه می دهد. بسته به نوع و اندازه نمونه و نوع لایه پوششی، زمان پولیش می تواند اصلاح گردد.
اچ کردن:
لایه نیتروره ابتدا بدون اچ کردن مورد بررسی قرار می گیرد تا در ناحیه متخلخل، شکل و اندازه تخلخل ها تخمین زده شوند. اچ کردن با ۱ تا ۳% محلول نایتال لایه ترکیبی سفید رنگ را آشکار نموده و در فولادهای آلیاژی منطقه تیره رنگ نفوذی را مشخص می کند.
برای بدست آوردن یک لایه نیتروره مطلوب وجود ماده اولیه مناسب ضروری است. ترک ها، آخال ها، باندینگ و تغییر فرم لایه سطحی شدیداً بر روی کیفیت لایه نیتروره تأثیر خواهد داشت. به همین دلیل بررسی ریزساختار ماده اولیه مورد استفاده نیز ضروری می باشد.
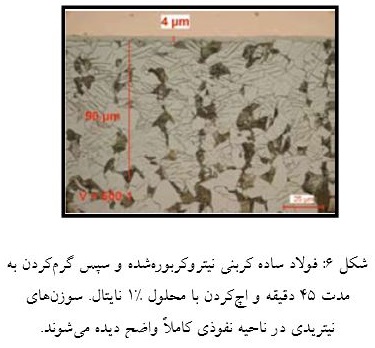
در فولادهای کم کربن، ناحیه تیره نفوذی را می توان با گرم کردن نمونه تا ۳۰۰ درجه سلسیوس به مدت ۴۵ دقیقه و سپس اچ کردن با ۱% نایتال آشکار نمود.