جوشکاری چدن ها
دسامبر 16, 2019
انواع چرخدنده
دسامبر 19, 2019
تاریخچه
صنعت مدرن به دستکاري و تغيير در شکل فلزات و آلياژها وابسته است. ما براي ساختن وسايلي که در طول روز با آنها سر و کار داريم به فلزات نيازمنديم. به عنوان مثال در ساختن پل ها، ماشين ها، آسمان خراش ها، جرثقيل ها، روبات ها و بسياري از وسايلي که اکنون در پيرامون خود مي بينيم و حتي وسايلي که در آينده به زندگي ما وارد خواهند شد به فلزات نيازمنديم. دليل اين امر بسيار ساده است: فلزات به شدت محکم و با دوام اند، پس انتخابي منطقي براي ساختن سازه هاي بسيار بزرگ يا بسيار محکم براي تحمل بارهاي سنگين هستند.
در جنگ جهاني دوّم، کارخانه هاي امريکايي اقدام به ساختن توپ خانه، هواپيما و ماشين هاي زرهي کردند که البته با توجه به نيازهاي بالاي کشورهاي در حال جنگ به اين سلاح ها اين کارخانه ها قادر به پاسخ گويي به تمام اين نيازها نبودند. يک قسمت از اين نيازها در بخش ساخت تجهيزات هوايي (aircraft parts) بود. چند کارخانه ارتشي که کارشان ساخت تجهيزات هوايي بود روشي جديد براي برش دادن يا جوش دادن قطعات ابداع کردند. در اين روش پيچيده يک نوع گاز نجيب (inert gas) به مجاورت يک قوس الکتريکي رانده مي شود، به طوري که در اين نقطه گاز توسط الکتريسيته شارژ شده و اطراف نقطه ي جوش حصاري به وجود مي آيد. در اين روش جديد نقاط جوش يا برش خيلي تميز و دقيق ترند و در اتصالات بسيار محکم تر عمل مي کنند.
در 1960، طراحان موفق به اختراع تازه تري شدند. آنها فهميدند که مي توان دماي نقطه ي جوش يا برش را به وسيله ي سرعت دادن به گازي که خارج مي شود بالا برد به اين ترتيب کار با ظرافت بيشتري انجام مي شد. اين سيستم جديد باعث بالا رفتن کيفيت و به طبع آن قيمت محصولات مي شد. در حقيقت، در اين دماي بالا دستگاه مجبور نيست مدت زيادي روي قطعه کار کند مانند کره اي که با کارد داغ بريده مي شود.
پلاسما در صنعت
در حال حاضر يک ابزار جدا نشدني از صنعت هستند. از برش دهنده هاي پلاسمايي به تعداد زياد در فروشگاه هاي صنعتي مانند کارخانه هاي اتومبيل سازي براي ساختن شاسي و بدنه اتومبيل ها استفاده مي شوند.
کمپاني هاي بزرگ ساختمان سازي در مقياس انبوهي از اين وسايل براي بريدن فلزات و ساختن ساختمان هاي فلزي عظيم استفاده مي کنند. قفل ساز ها هم از آن براي سوراخ کردن بي خطر قفل خانه هاي کساني که کليد خود را گم کرده اند استفاده مي کنند.
شما مي توانيد تمام مراحل کار را در واحدهاي CNC در پشت يک کامپيوتر مشاهده کنيد، بدون آنکه حتي نيازي به لمس کردن جسم داشته باشيد.
در گذشته برش دهنده هاي پلاسمايي بسيار گران بودند و اکثرا در کارخانه ها براي برش قطعات عظيم استفاده مي شد. در سال هاي اخير هم قيمت و هم اندازه ي اين دستگاه ها به شکل قابل توجهي کم و کوچک شده است. به طوري که مي توان از آن ها در پروژه هاي شخصي نيز استفاده کرد. هنرمندان نيز توانسته اند با اين وسيله کار هاي بي نظيري خلق کنند که مسلما با وسايل قديمي ممکن نبود.
برش دهنده هاي پلاسمايي يکي از هزاران وسيله ي مورد توجه در قرن بيستم است که با استفاده از مفاهيم علم فيزيک قادر به مهار حالت چهارم ماده در جهت منافع بشر شده است.
برش پلاسما اواخر دهه 1950 براي برش فولاد با پرآلياژ و آلومينيم توسعه يافت؛ براي استفاده بر روي تمام فلزات که به دليل ترکيبات شيميايي آن ها، تحت برش سوخت اکسي ( oxy-fuel برش با سوخت اکسيژن) قرار مي گيرند. همچنين با داشتن سرعت هاي بالاي برش (به خصوص با مواد نازک) و ناحيه کوچک تحت تاثير گرما، اين تکنيک امروزه براي برش فولادهاي بي آلياژ و کم آلياژ استفاده مي شود.
برش فلز، امروزه با تقاضاي کيفي بالا و فشارهاي افزايش هزينه روبرو است. لبه قطعات برش نبايد به فرآيند اضافي ديگري نياز داشته باشند و انتظار مي رود دقت ابعادي حداکثر را ارايه دهند. در نتيجه توانايي تکنيک هاي برش مرسوم براي مواجهه با اين خواست ها به طور روز افزون مورد ترديد قرار مي گيرد.
برش گداخت پلاسما در رقابت مستقيمي با ديگر تکنيک ها نظير: برش سوخت اکسي، برش ليزري و برش جت آب(water jet) قرار دارد. به هر حال همچنين مي تواند جايگزيني براي تکنيک هاي با فرآيند مکانيکي نظير: نوک زني(nibbling ابزاري براي بريدن ورقه هاي فلزي توسط برش هاي متعدد و پياپي موضعي قائم به کمک مته)، منگنه زني(punching)، دريل کاري باشد.
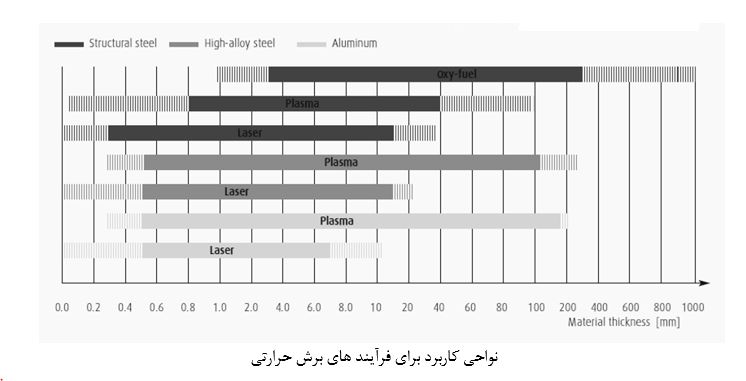
نواحی کاربرد برای فرآیند های برش حرارتی
برش پلاسما مي تواند براي برش همه مواد رساناي الکتريکي، نظير فولاد ساختماني فولاد با آلياژ بالا، فلزات غيرآهني مانند: آلومينيم، مس و صفحات فلزي روکش شده استفاده شود. بسته به تکنولوژي برش پلاسما، گنجايش دستگاه برش و نوع ماده، ورق فلزي با ضخامت بين 0.5 تا 180 ميلي متر مي توان برش داد.
برش پلاسما زماني که برش ورقه هاي متوسط تا ضخيم فولاد پرآلياژ و آلومينيم پيش آيد بي رقيب است. همچنين براي برش فولادهاي ساختماني عادي تا حدود 40 ميلي متر ضخامت استفاده مي شود و به اعوجاج بسيار کوچکي به خصوص در مورد قطعات کار نازک منجر مي شود. با داشتن ورودي گرماي پايين آن همچنين براي فولاد هاي ساختماني ريزدانه(fine-grained) با استحکام بالا مناسب است. سرعت هاي برش بالا مخصوصا در فرآيند ساخت اوليه مهم هستند؛ در مقايسه با سوخت اکسي به سرعت هاي برش 5 تا 6 برابر بزرگ تر مي توان دست يافت.
فرآيند برش به راحتي مي تواند به صورت خودکار انجام شود. از طريق استفاده از سيستم هاي هدايت برشگر پلاسما، هم اجزاي صاف و هم سه بعدي با طرح هاي مختلف مي توانند توليد شوند. همچنين تعدادي دستگاه هاي جانبي پيشرفته و لوازم سودمند براي برش دستي وجود دارند که کنترل آسان حين برش را امکانپذير مي سازند و مونتاژ و کار تعمير را ساده مي کنند. تکنولوژي پيشرفته در برش پلاسما به طور فزاينده اي اهميت مي يابد؛ به خصوص زماني که برش نازک در فولادهاي با آلياز بالا پيش مي آيد، برش پلاسما اجازه توليد برش هاي عمودي بر روي چندين ورقه را به طور مشابه با کيفيت ليزر بدون نياز به ماشين کاري اضافي مي دهد.
معايب
برش پلاسما گازهايي ايجاد مي کند که به شدت براي سلامتي بدن انسان و محيط زيست خطرناک مي باشد. همچنين در هنگام برشکاري به روش پلاسما امواج صوتي مضري ايجاد مي گردد که براي گوش انسان قابل تشخيص نمي باشند. برش پلاسما معمولا داراي تعميرات پيچيده اي مي باشد.
هزينه هاي اين روش معمولا بالاست. براي برش ضخامت هاي بالا معمولا به پلاسماهايي بسيار گرانقيمت نياز است که اين هزينه اوليه دستگاه را بالا مي برد. علاوه بر اين هزينه تعويض نازل و الکترود از ديگر هزينه هاي جاري مي باشند.