تعيين خلل و فرج در محصولات متالورژي پودر
می 16, 2016
آماده سازی نمونه های متالوگرافی از جنس چدن
می 17, 2016آماده سازی نمونه های متالوگرافی قطعات از جنس آلومینیوم
برخلاف سایر فلزات که تاریخچه نسبتاً طولانی دارند مانند آهن و مس، آلومینیوم فلز نسبتاً جوانی است و از حدود ابتدای قرن 19 است که شناخته شده و مورد استفاده قرار گرفته است. در سال 1886 روشی برای تولید آلومینیوم توسعه یافت که هم اکنون نیز مورد استفاده است و آن فرایند هال- هرلوت می باشد. در واقع نخستين فرآيند صنعتي – تجاري بسيار موفق براي توليد آلومينيوم است كه اساس آن استخراج آلومينيوم از Al2O3 طي يك فرآيند الكتروشيميايي مي-باشد. در اين روش آلومين يا اكسيد آلومينيوم ناخالص را از كاني بوكسيت كه با ناخالصي هايي همراه است تهيه نموده و از آنجايي كه دماي ذوب آلومين بسيار بالا است، الكتروليز مذاب آن را از طريق مخلوط كردن آن با كريوليت مذاب كه نقطه ذوب مناسب تري براي الكتروليز فراهم مي-كند، انجام مي دهند.
آلومینیوم ظاهری نقره فام دارد، بسیار سبک بوده و به صورت خالص یا آلیاژی جهت انواع کاربردها استفاده می شود. تنها مقادیر بسیار کم از عناصر آلیاژی می توانند استحکام آن را افزایش دهند و به سبب چگالی پایین آن، آلیاژهای آلومینیوم در صنایع هواپیمایی و هوافضا بسیار سودمند هستند. همچنین آلیاژهای آلومینیوم به طور گسترده در صنایع اتومبیل سازی جهت کاهش وزن نهایی، کاربرد دارند.
مقاومت به خوردگی بالای آن به دلیل غیرفعال بودن لایه اکسیدی آن است، که این لایه خود قابلیت تجدیدپذیری را دارد چنانچه مورد آسیب واقع شود. آلومینیوم برای جلادادن و تمیز کردن سطح مناسب است، برای آنودایزینگ و رنگ های متنوع آن که باعث می شود یکی از جذاب ترین فلزات در ساختمان سازی باشد.
از خواص دیگر آلومینیوم قابلیت انتقال حرارت بالا و شکل پذیری آسان آن در روش های ریخته-گری و کار سرد و کار گرم و ماشینکاری است. غیرسمی است و مزه ای خنثی دارد، به همین دلیل برای ظروف غذایی در صنایع بسته بندی ترجیح داده می شود. به طور مثال برای قوطی، فویل، ماشین های نانوایی، پمپ های آب و … از آن استفاده می شود.
آلیاژهای جدید مثل آلومینیوم-لیتیم و یا آلومینیوم- تیتانیوم با روش متالورژی پودر ساخته می شوند. آلومینیوم به عنوان فلز زمینه در کامپوزیت ها استفاده می شود. در آینده باعث ایجاد زمینه های جدیدی از کاربرد خواهد شد.
متالوگرافی آلومینیوم در کنترل کیفی جهت بررسی اندازه دانه استفاده می شود و عیوب در میکروساختارهای بعد از پولیش و اچ را در نمونه بررسی می کند، نمونه ها همچنین از لحاظ میزان ناخالصی اکسیدی و ترکیبات زیرکونیایی چک می شود. قطعات ریخته گری شده آن جهت بررسی شکل و توزیع فازها و امکان بروز تخلخل ها مورد تست قرار می گیرند، در قطعات كارسردشده آلومينيوم، عيوب ناشي از عملیات نورد و اکستروژن مورد بررسي قرار گرفته و همچنين ضخامت ورقه هاي آلومينيومي مورد ارزيابي قرار مي گيرند.
مشکلات در طول آماده سازی نمونه های متالوگرافی آلومینیوم:
با افزایش خلوص، آلومینیوم نرم تر شده و قابلیت تغییرفرم مکانیکی و تراشکاری بیشتری پیدا می کند. به طوری که در میزان خلوص بالا ساییدن باعث تغییرفرم عمیق در آن می شود.
سایش و پولیش می تواند به سطح نمونه فشار وارد کرده و با افزودن عناصر آلیاژی، آلومینیوم سخت تر شده و آماده سازی آن راحت تر صورت می گیرد.

پیشنهادها جهت آماده سازی نمونه های متالوگرافی از جنس آلومینیوم:
برای مقطع زنی استفاده از کاربید سیلیسیم در فلزات غیرآهنی مناسب است. برای مانت کردن استفاده از رزین فنوليك در اکثر موارد کافی است. رزین اپوکسی برای به عمل آوردن ورق های نازک فویل و نمونه های آندایز بهترین مانت است. زيرا به اين وسيله نمونه از پشت یک برآمدگی خواهد داشت تا ارتباط الکتریکی را فراهم کند.
پولیش مکانیکی:
پیشنهاد می شود که صفحه ساینده بهترین گوشه بری را انجام دهد تا از تغییرفرم پلاستیک دوری شود. سختی، اندازه و شماره نمونه بایستی در گزارش ذکر شود. سنباده شماره 500 برای خالص ترین نمونه آلومینیوم و در ابعاد بزرگ مناسب است. برای قطعات آلیاژی آلومینیوم، سنباده می تواند بین 220 تا 230 باشد. مهم این است که نیروی ساینده به قدری کم باشد که از تغییرفرم عمیق پرهیز شود و اصطکاک بین قطعه و کاغذ سنباده كاهش يابد ، كه اين مسئله در خصوص آلومينيوم خالص مي تواند نسبتاً شديدتر بروز كند.
پولیش با نمود خمیر الماسه بایستی به قدری باشد که خراش های سطح را از بین ببرد. برای موارد محلول در آب، پولیش با آب مخلوط با الماس معلق یا روان کاری شده پیشنهاد می شود.
اگر ذرات الماس بر روی سطح در طول پولیش کردن پرس شوند، پوليش نهايي با استفاده از محلول دی اکسید سیلیکون می تواند نسبتاً طولاني تر انجام شود. در بیشتر موارد می توان سطح نمونه را عاری از هرگونه تیرگی یا روشنی مشاهده نمود و این نشان دهنده این مسئله است که هنوز باید پولیش را ادامه داد. اجزای به جا مانده بایستی کاملاً حذف شوند چرا که ممکن است باعث تفسیر نادرست از ساختار گردند. پس از حدود ا دقیقه پولیش نمونه زیر میکروسکوپ چک می شود تا در صورت نیاز پولیش کردن ادامه یابد و سپس مجدداً چک می شود. پیشنهاد می گردد که پولیش کردن نمونه را تا دستیابی به بهترین کیفیت سطحی ادامه دهید.
پیش از اتمام کامل پولیش نمونه را با آب کاملاً بشویید سپس کاملاً تمیز و خشک نمایید.
نکته: پولیش طولانی با محلول دی اکسید سیلیکون می تواند باعث برجستگی های مشخص شود.
پولیش الکترولیتی:
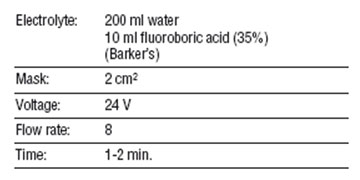
برای آلومینیم خالص و ترکیب آن با فولاد کم کربن مناسب است. روی سطح آزاد خراش باقی-مانده را برطرف نموده و در کنترل کیفیت برای نمونه هایی که تحویل آن ها سریع است و قابل تکثیر مفید می باشد. برای تعیین اندازه دانه معمولاً در 100X ، پیش سایش 1000 مناسب است. نمونه نورد شده نیازی به پولیش ندارد. برای آلومینیوم خالص ، نمونه باید با سنباده شماره2000 که گاهی به4000 نیز می رسد، ساییده شود. بیشتر آلیاژهای آلومینیوم برای پولیش الکترولیتی مناسب نیستند. بعد از پولیش، آنودایزينگ (روش اكسيداسيون آندي آلومينيوم به وسيله عمل الكتروليز در محلول اسيد كروميك)، معرف بارکر تفاوت رنگ بارزی را بین اجزا می دهد که مناسب برای ارزیابی اندازه دانه است.
معرف باركر عبارت است از: 200 ميلي ليتر آب به اضافه 10ميلي ليتر محلول 35% اسيد فلوئوروبريك.
اچ کردن (حكاكي):
اچ کردن نمونه برای ارزیابی اندازه دانه، همچنین برای نشان دادن جهت اکستروژن و آشکارکردن درز جوش استفاده می شود. پیش از اچ نمونه بایستی به خوبی پولیش شده باشد.
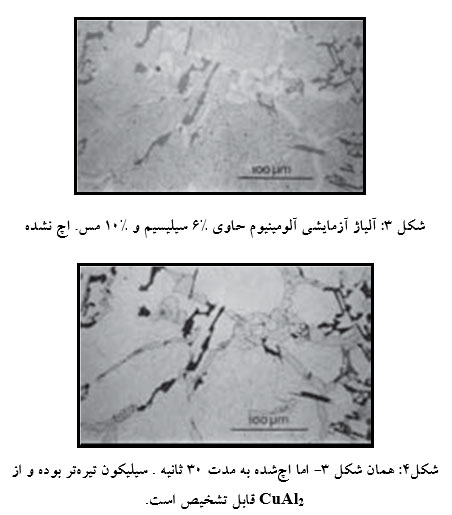
تعداد زیادی از آلیاژهای قابل توليد آلومینیوم، از فازهای متفاوت بسياري به دلیل تنوع در ترکیب تشکیل شده که همواره تمامي اين فازها قابل شناسایی نیستند. مشخصات رنگي تعدادی از آلیاژهای معروف در زیر آمده است.
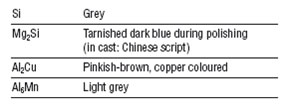
بسته به نوع عناصر آلياژي، اين فازهای یوتکتیکی گاهي اوقات با توجه به شکل متداول يوتكتيك آن ها شناخته مي شوند.
آلیاژهای كارسردشده با تغییرفرم ساختاری زیاد، مثل فویل ها یا ورق های نازک، با مشکلات زیادی جهت ایجاد تضاد و تباین پس از اچ كردن مواجه مي شوند که در آنالیز تصاویر به طور اتوماتیک می تواند سبب بروز مشکل گردد. پیشنهاد می شود که نمونه با معرف بارکر آندایز شود و به صورت دستی با میکروسکوپ ارزیابی شود. حتی با معرف بارکر نیز تضاد برای آنالیز اتوماتیک کافی نیست.
محلول اچ:
نکته: هنگام کار با محلول های شیمیایی بایستی استانداردهای لازم و احتیاط به کار رود.
محلول هاي مناسب جهت ماكرواچ كردن:
آلومينيوم خالص: 90ميلي ليتر آب + 15 ميلي ليتر اسيد هيدروكلريك + 10ميلي ليتر اسيد هيدرو فلوئوريك.
اچ عميق جهت آشكارسازي ساختار دندريتي اوليه: 100ميلي ليتر آب + 10 تا 25 گرم هيدروكسيد سديم.
محلول هاي مناسب جهت ميكرواچ كردن:
محلول اچ مناسب جهت آشكارسازي مرزدانه ها در آلومينيوم و آلياژهاي آن: 90 تا 100 ميلي-ليتر آب+ 0.1 تا 10 ميلي ليتر اسيد هيدروفلوئوريك.
محلول اچ مناسب براي آشكارسازي دانه ها در آلياژ آلومينيوم-مس و نيز آلومينيوم خالص: 190 ميلي ليتر آب+ 5ميلي ليتر اسيد نيتريك + 10ميلي ليتر اسيد هيدروكلريك + 2ميلي ليتر اسيد هيدروفلوئوريك.
خلاصه:
چگالی کم، استحکام بالا و مقاومت به خوردگی خوب باعث شده تا آلومینیوم کاربرد گسترده ای در صنایع مختلف مانند اتومبیل سازی، هواپیماسازی و صنایع بسته بندی داشته باشد. متالوگرافی در کنترل کیفی برای اندازه گیری دانه، ارزیابی فازها، ناخالصی ها و عیوب ماشین-کاری کاربرد دارد. آلومینیوم خالص مستعد تغییرفرم است به همین دلیل نباید با اجسام زبر و ضخیم ساییده شود. یک مرحله پولیش کامل نهايي با محلول دی اکسید سیلیکون برای از بین بردن تمام ذرات الماس که در مرحله ساییده شدن از روی سطح در نمونه گیر کرده اند لازم و ضروري مي باشد.
آلیاژهای ريختگي آلومینیوم نسبتاً راحت پولیش می شوند. برای ارزیابی اندازه دانه، استفاده از معرف بارکر به جای مواد شیمیایی اچ ترجیح داده می شود.
در مورد سایر آلیاژها از طريق ايجاد تضاد رنگی در اثر استفاده از محلول های اچ مخصوص که برای مشخص کردن فازهای مختلف به کار می رود، آشکارسازي انجام می شود.

