- از ما سوالی دارید؟
- 051-91012054
- پشتیبانی
- info@metsofts.ir
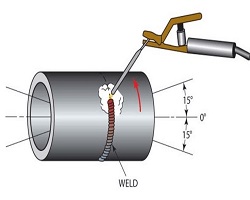
انواع جوش
لوله پلی اتیلن در شبکه گازرسانی
در حدود سالهای ۱۹۵۰ به دلیل کمبود منابع فلز و نیز مشکلات استفاده از مصنوعات
فلزی نظیر حمل
و نقل ،خوردگی و جوشکاری و سبب مطالعه
جهت جایگزینی محصولات به جای فولاد شد اولین جایگزینها پلی اتیلن ها بودند از این پس بحثی به نام پلیمرها آغاز
شد.
پلیاتیلن که
نوعی پلیمر است و با فرمول ساختمانی C2H4- C2H4-C2H4 میباشد که استفاده از این لولهها در اکثر
کشورها معمول شده است.و همه ساله با تحقیقاتی که در مورد رزینهای پلیلتیلن در
آزمایشگاهها انجام میشود و روز به روز به
کیفیت لوله
های پلی اتیلن افزوده
میشود.در ایران در تمام شهرها و روستاها به تازگی گازرسانی می شوند.تمام خطوط از
لوله پلیاتیلن است
- مشخصات شبکه از نظر فشار گاز
- جوشکاری لوله های پلی اتیلن
- نوع اتصالات پلی اتیلن
- جوشکاری الکتروفیوژن
- آزمایشات مخرب
گاز خــروجـی از پــالایـشگاه های تقویت فشار در خطوط انتقالدارای فشاری بین
۷۰۰-۱۵۰ psi میباشد که
در ایستگاهها تا فشار ۲۵۰ کم
میشود و وارد خطوط تغذیه میشود اکثر لولههای شبکه تغذیه از نوع فولادی و یا پوشش
پلی اتیلن است.
خطوط تغذیه با فشار ۲۵۰ psi
برای استفاده مشترکین کم مصرف وارد ایستگاههای TBS میشود که در این ایستگاهها تا فشار ۶۰ psi کاهش مییابد.
هر یک از ایستگاههای فشاردرون شهری TBS
با فشار ۶۰ psi تإمین کنند.
یک منطقه است با حدود ۵۰۰ مشترک است این انشعابات خطوط پلیاتیلن با فشار ۶۰ psi و با لولههای با قطر ۲۵ میباشد.
برای اتصال لوله های پلیاتیلن راههای بخصوصی وجود دارد. اتصال آنها
آنها آسانتر از لوله فولادی است امروزه در کشورها از روش جوش الکتروفیوژن در اتصال و جوشکاری پلیاتیلن
استفاده می شود در این روش که تجهیزات و اتصالات مخصوصبه خود دارد از انرژی الکتریکی و خاصیت ترموپلاست بودن پلیاتیلن
است.
جوشکاری این لولهها نیاز به وقت و رعایت تمامی شرایط وابسته دارد مکانیزم اصلیجوشکاری
به این صورت است که محل جوش و
اتصالات حرارت داده میشوند و این حرارت سبب نرم و خمیری شدن لوله اتصالشده و پس از سرد
شدن کامل به هم چسبیده به طوری که لوله و اتصال یکی میشوند.
دمای نرم و خمیری شدن
لولهها مـیبـاشــد
که این حرارت در روش الکترو فیوژن به وسیله دستگاه الکتروفیوژن و اتصالات خاص این روش تولید میشود.
دستگاه الکتروفیوژن : این دستگاه برای جوشکاری پلیاتیلن ساخته شده است و کاملاً خودکار است ابعاد دستگاه در حدود ۴۰cm * 30 *30 که اطراف آن یک بعنوان دستگیره نیز عملمیکند قرار دارد دستگاه دارای یک صفحه دیجیتال و یک قلم نوری است که این قلم قادر است با خواندن اطلاعات روی بارکد ولتاژ مورد نیاز راه توجه به زمان که خود آن را محاسبه میکند اتصال اعــمال نمـاید و در پایان زمان جریان الکترسیته را قطع میکند.
اتصالات : اتصالات مختلفی در لوله گذاری با لوله پلیاتیلن وجود دارد که برای اتصال آنها از روش جوش اتصالات الکتروفیوژن همگی با استانداردهای مخصوص و مرتبط با دستگاه الکتروفیوژن را داشته است المنتها در اتصالات بین جدار خارجی و داخلی قرار دارند تمامی اتصالات دارای دو فیش یا ترمینال است که به وسیله آن به دستگاه متصل میشوند و همانطور که اشاره شد دارای بارکد مخصوص بوده که با استفاده از قلم نوری دستگاه قرائت میگردد.
۱٫ بوشن
یا کوپلر
۲٫ ریدیوس یا تبدیل
۳٫ درپوشیا پک
۴٫ سهراهی
۵٫ زانو
۶٫ زین این اتصالات
برای انشعاب استفاده میشود المنت در اتصال زین در سطح خارجیقرار دارد.
۷٫ تیاف (TF ) :
از این اتصال برای متصلکردن شبکه فولادیو پلیاتیلن استفاده میشود.
۸٫ شیر ( Valve )
برای انجام یک جوش الکتروفیوژن ۱۰ مرحله را طیمیکنیم که این مراحلعبارتند از :
۱ ـ لوله
اتصالها و دستگاه را کنترل کنیم.
۲ ـ دو سر لوله را
به صورت کاملاً گونیا برش زد.
۳ ـ محلی که قرار است جوشکاری شود و نیز
مقداری از آن را با استفاده از Scra
per تراش دهیم.
۴ ـ استفاده از حلال
مناسب و شستشوی محل
جوشکاری با استفاده از استن.
۵ ـ در این مرحله
بایستی به گونهای بر روی لوله مشخص نمائیم که لوله تا چه جائی داخل اتصالشود.
۶ ـ اجزاء جوش را به یکدیگر متصل کرده
۷ ـ اجزاء جوش را به طور دقیق و صحیح درون
گیره مخصوص قرار
داد.
۸ ـ فیشهای دستگاه را به دو ترمینال اتصال متصل کرده و براساس دستور العمل مربوط جریان برق را در مدت زمان از پیش تعیین شده
به دو سرسیم پیچ اتصال
داده اعمال مینمائیم.
۹ ـ یادداشت زمان سرد شدن و
رعایت دقیق آن
۱۰ ـ
کنترل عملکرد شاخهها
a : تست ترکیدگی سریع : یکی از اتصالات جوشکاری برش زده می شود و یک سر آن کپخورده و از سر دیگر آن آنقدر آب به اتصال تزریقکرده تا باعثترکیدگی شود اگر ترکیدگی در لوله باشد جوش مورد قبول است و اگر در اتصال رد میشود.
b : تست هیدروستاتیک : در این تست جوش وارد یک حمام آب گرم در ۸۰c میکنیم و آب را تا فشار ۲۰ psi وارد میکند و تا ۱۶۴ hr ساعت در حمام نگهداری میکنند و سپس نسبت به ترکیدگی چک میکنند.